









Stroj za jeklene cevi φ406×14 ;ZTFIV;ZTZG
Opis
Cevni mlin ERW se imenuje tudi proizvodna linija za visokofrekvenčno vzdolžno varjene cevi. Primerni materiali so toplo valjani ali hladno valjani trakovi v tuljavah, kot so navadno ogljikovo jeklo in visokotrdno jeklo itd.
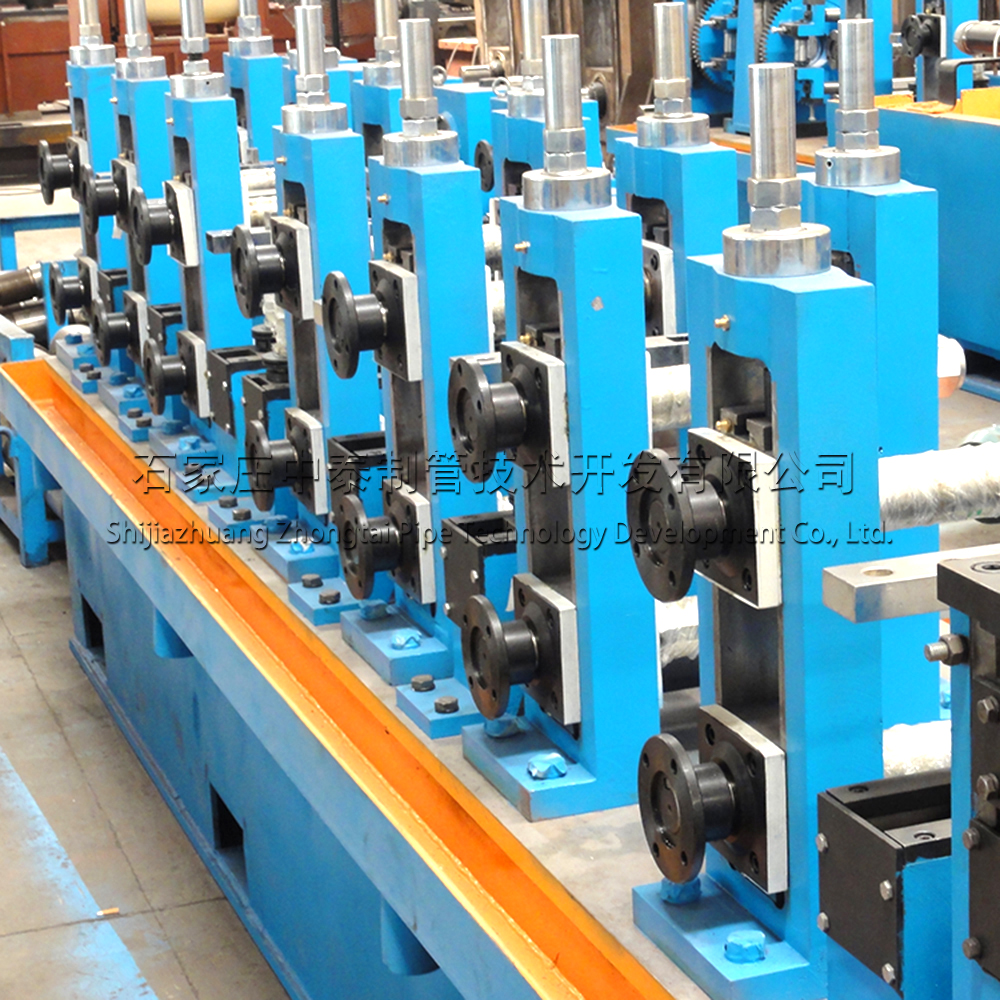
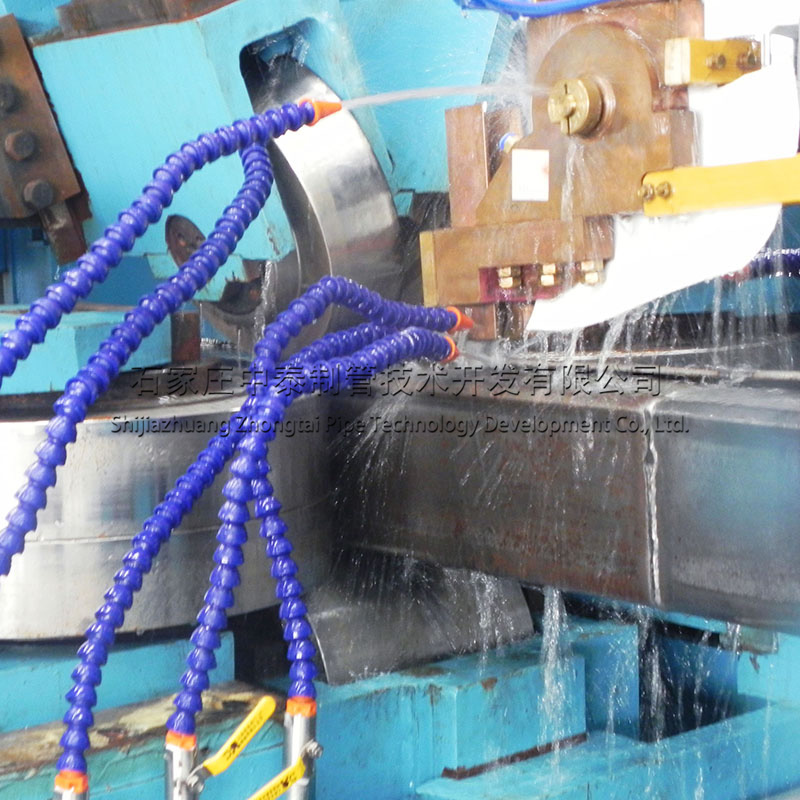
Jekleni trak se odvija z odvijalnikom in nato po prehodu skozi stroj za strižno varjenje vstopi v akumulator. Jekleni trak se ekstrudira z valjčki in razdeli na dva dela: razrez in fino razrez. Po visokofrekvenčnem indukcijskem varjenju in kalibriranju se izdela zahtevana dolžina cevi, ki se odreže z letečo žago, na koncu pa se jeklene cevi zložijo in zapakirajo. Ta proizvodna linija je celovita proizvodna linija za neprekinjeno varjenje jeklenih trakov v cevi.sestavljena predvsem iz odvijalnik, strižni in končni varilec, akumulator, stroj za oblikovanje in kalibriranje, VF varilec, leteča žaga, stroj za zlaganje in pakiranje.
Če obstajajo posebni nameni ali zahteve za jeklene cevi, je treba dodati preskusno opremo, kot so hidravlični preskusni stroj, stroj za žarjenje z vmesno frekvenco, ultrazvočni stroj za odkrivanje napak itd.


Proizvodna linija za visokofrekvenčno varjene cevi se uporablja predvsem za neprekinjeno proizvodnjo ravnih varjenih cevi. Uporablja visokofrekvenčno indukcijsko varjenje, ki omogoča izdelavo ne le okroglih cevi, temveč tudi ustreznih kvadratnih cevi in cevi posebnih oblik. Visokofrekvenčni varilni stroj za cevi se uporablja predvsem za proizvodnjo različnih železnih cevi, gradbenih cevi, konstrukcijskih cevi, vodovodnih cevi, naftnih cevi, API cevi in tako naprej.
Ttehnični tok
Pomikanje navzgor → Odvijanje → Striženje in varjenje → Spiralni akumulator → Oblikovanje → VF indukcijsko varjenje → Odstranjevanje zunanjih robov → Hlajenje → Dimenzioniranje → Leteča žaga → Izhodna miza → Pregledovanje → Pakiranje → Skladišče
Fpostopek oblikovanja
| Okrogla cev | Postopek hladnega valjanja | Dobra zasnova valjev |
| Postopek oblikovanja ZTF | Prihranite vsaj 60 % stroškov valja z električnim krmiljenjemPreberi več | |
| Kvadratna in pravokotna cev | Splošni postopek od okroglega do kvadratnega | Stabilen postopek oblikovanja |
| Okrogla-kvadratna oblika s turško glavo | Dobra kakovost cevi | |
| Postopek neposredne pretvorbe kvadrata v kvadrat (DSS) | En komplet valjev lahko proizvede vse cevi z električnim krmiljenjem in samodejno nastavitvijoPreberi več |
Osnovne tehnične informacije o proizvodni liniji varjenih cevi
| Izdelek in donos | Okrogla cev | 219mm-406Debelina v mm:6,0mm-16,0mm |
| Kvadratna in pravokotna cev | 170mm×170 mm -330mm×330Debelina v mm:6,0mm-16.0mm | |
| Dolžina | 6mToleranca dolžine -12 m: ±3 mm | |
| Hitrost proizvodnje | 30m/min | |
| Proizvodna zmogljivost | 180,000 ton/leto | |
| Poraba | Nameščena zmogljivost mlina | 880 kW |
| Območje črte | 160m (dolžina) ×16m (širina) | |
| Delavec | 6–8 delavcev | |
| Surovina | Material | Ogljikovo jekleno tuljavo Q235B (ASTM GR·D,σčlen 230) |
| Širina | 690mm-1280Debelina v mm:4,0mm-16,0mm | |
| ID tuljave | 580-760 mm | |
| Zunanji premer tuljave | Maks.2300 mm | |
| Teža tuljave | 35,0 t |
Prednost
Prednosti opreme:
Pri izdelavi okroglih cevi se lahko uporabi tehnika oblikovanja ZTF
Pri izdelavi kvadratnih in pravokotnih cevi se lahko uporabi neposredna tehnika kvadrat-kvadrat (DSS)
Izdelki:cevi za arhitekturne konstrukcije, cevi API, cevi za temelje stolpov, jeklene cevi za avtomobilske nosilce in drugi izdelki.
Več izdelkov



| LINIJA ZA OBDELAVO CEVI ERW | |||||
| Model | Rokrogla cev mm | Kvadratcev mm | Debelina mm | Delovna hitrost m/min | |
| ERW20 | F8–F20 | 6x6-15×15 | 0,3–1,5 | 120 | Preberi več |
| ERW32 | F10–F32 | 10×10–25×25 | 0,5–2,0 | 120 | |
| ERW50 | F20–F50 | 15×15–40×40 | 0,8–3,0 | 120 | |
| ERW76 | F32–F76 | 25×25–60×60 | 1,2–4,0 | 120 | |
| ERW89 | F42–F89 | 35×35–70×70 | 1,5–4,5 | 110 | |
| ERW114 | F48–F114 | 40×40–90×90 | 1,5–4,5 | 65 | |
| ERW140 | F60-F140 | 50×50–110×110 | 2,0–5,0 | 60 | |
| ERW165 | F76-F165 | 60×60–130×130 | 2,0–6,0 | 50 | |
| ERW219 | Ф89-Ф219 | 70×70–170×170 | 2,0–8,0 | 50 | |
| ERW273 | Ф114–Ф273 | 90×90–210×210 | 3,0–10,0 | 45 | |
| ERW325 | F140-F325 | 110×110–250×250 | 4,0–12,7 | 40 | |
| ERW377 | F165-F377 | 130×130–280×280 | 4,0–14,0 | 35 | |
| ERW406 | F219–F406 | 170×170–330×330 | 6,0–16,0 | 30 | |
| ERW508 | Ф273-Ф508 | 210×210–400×400 | 6,0–18,0 | 25 | Preberi več |
| ERW660 | F325-F660 | 250×250–500×500 | 6,0–20,0 | 20 | Preberi več |
| ERW720 | F355-F720 | 300×300–600×600 | 6,0–22,0 | 20 | Preberi več |
| PROIZVODNA LINIJA ZA CEVI IZ NERJAVEČEGA JEKLA | |||||
| Model | Rokrogla cev mm | Kvadratcev mm | Debelina mm | Delovna hitrost m/min | |
| SS25 | Ф6-Ф25 | 5×5–20×20 | 0,2–0,8 | 10 | Preberi več |
| SS32 | Ф6-Ф32 | 5×5–25×25 | 0,2–1,0 | 10 | Preberi več |
| SS51 | Ф9-Ф51 | 7×7–40×40 | 0,2–1,5 | 10 | Preberi več |
| SS64 | Ф12-Ф64 | 10×10–50×50 | 0,3–2,0 | 10 | Preberi več |
| SS76 | Ф25-Ф76 | 20×20–60×60 | 0,3–2,0 | 10 | Preberi več |
| SS114 | Ф38-Ф114 | 30×30–90×90 | 0,4–2,5 | 10 | Preberi več |
| SS168 | Ф76-Ф168 | 60×60–130×130 | 1,0–3,5 | 10 | Preberi več |
| SS219 | Ф114-Ф219 | 90×90–170×170 | 1,0–4,0 | 10 | Preberi več |
| SS325 | Ф219-Ф325 | 170×170–250×250 | 2,0–8,0 | 3 | Preberi več |
| SS426 | Ф219-Ф426 | 170×170–330×330 | 3,0–10,0 | 3 | Preberi več |
| SS508 | Ф273-Ф508 | 210×210–400×400 | 4,0–12,0 | 3 | Preberi več |
| SS862 | Ф508-Ф862 | 400×400–600×600 | 6,0–16,0 | 2 | Preberi več |
PovezanoIZDELKI
-

100X100 Konvencionalni okroglo-kvadratni ERW cevni mlin
-

Tube Mill200x200x8 Direktno kvadratno oblikovanje cevi M...
-

Valji za oblikovanje cevi ERW
-

Cevni mlinERW114 HF ravne varjene cevi
-

φ140×7 Cev za transport nafte in plina (API) ...
-

Cevni mlin φ165×8 Transport nafte in plina ...
-

φ219×10 Cev za transport nafte in plina (API) ...
-

Stroj za jeklene cevi ERW273x12,7; ZTFIV; ZTZG
-

Večnamenski cevni mlin Cevni mlin
-

Večvaljni hitropreklopni cevni mlin ERW
-

Sistem za hitro menjavo cevi Erw
-

φ219×12,7 Premer za transport nafte in plina (API) ...
-

Valjarniški mlin za okrogle in kvadratne cevi z delnim valjčkom (XZTF)
-

Proizvodna linija jeklenih cevi - okrogle do kvadratne rezine ...




